De åtte metodene for ikke-destruktiv testing: en omfattende oversikt
NDT: En uunnværlig del av moderne sikkerhets- og kvalitetsinspeksjoner
Ikke-destruktiv testing (NDT) dekker et bredt spekter av testmetoder som gjør det mulig å analysere tilstanden til materialer og komponenter for å avdekke feil og svake punkter uten å forringe strukturen eller funksjonaliteten. Disse testmetodene er av sentral betydning fordi de gjør det mulig å innhente sikkerhetsrelevant informasjon uten å ødelegge eller endre objektet som skal testes. Spesielt i sikkerhetskritiske bransjer som romfart, bygg og anlegg, olje og gass og kraftproduksjon er NDT avgjørende for å sikre integriteten og levetiden til komponenter og systemer.
I en verden som er avhengig av sikkerhet, effektivitet og kostnadsbesparelser, gir NDT en utmerket mulighet til å overvåke komponenter regelmessig gjennom hele livssyklusen. Tidlig oppdagelse av Materialtretthetsprekker eller Korrosjon gjør det mulig for bedrifter å utføre forebyggende vedlikeholdsarbeid og dermed unngå alvorlige havarier eller ulykker. NDT reduserer også nedetiden og sparer kostnader ved å minimere dyre reservedeler og tidkrevende reparasjoner.
NDT-metoder spenner fra enkle visuelle inspeksjoner til avanserte teknikker som ultralyd- og radiografisk testing, som kan oppdage dypere defekter. Nedenfor presenteres de åtte viktigste NDT-metodene i detalj, inkludert deres spesifikke fordeler og bruksområder i moderne industri.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Visuell inspeksjon (VT)
Visuell testing (VT) er den mest grunnleggende og mest brukte metoden for NDT. Den gjør det mulig å gjenkjenne synlige defekter på overflaten av en komponent bare ved å se på den eller bruke optiske hjelpemidler. Det kan dreie seg om sprekker, deformasjoner, korrosjon eller andre uregelmessigheter på overflaten. Visuell inspeksjon kan utføres enten direkte ved hjelp av øyet eller indirekte ved hjelp av speil, endoskop eller videoutstyr.
Søknad:
Visuell inspeksjon utføres ofte som første trinn i inspeksjoner og kompletterer andre inspeksjonsmetoder som fokuserer på dypere defekter. I praksis kan visuell inspeksjon brukes på en rekke områder: fra inspeksjon av sveisesømmer, betong- og stålkonstruksjoner til rørledninger og trykkbeholdere. Metoden brukes også ofte i luftfarten for å inspisere kritiske komponenter som vinger og flyskrog for synlige defekter.
Bruk av teknologi:
Mit der Weiterentwicklung von Drohnen- und Robotertechnologien hat sich die visuelle Prüfung stark gewandelt. Ein herausragendes Beispiel hierfür ist die Flyability Elios 3 Drohne, die es ermöglicht, visuelle Inspektionen in gefährlichen oder schwer zugänglichen Bereichen durchzuführen. Diese Drohne kann in beengte Räume wie Tanker eller rør og samle inn presise visuelle data uten at inspektørene trenger å gå inn på disse farlige stedene. Dette øker sikkerheten og effektiviteten betydelig.
Fordeler:
- Raskt, enkelt og kostnadseffektivt
- Ikke behov for spesialutstyr
- Umiddelbare resultater
- Kan kombineres med avansert teknologi som droner
Restriksjoner:
- Kun egnet for synlige defekter
- Avhengig av lysforholdene og inspektørens erfaring
- Ingen mulighet til å oppdage indre eller dyptliggende defekter
2. Ultralydtesting (UT)
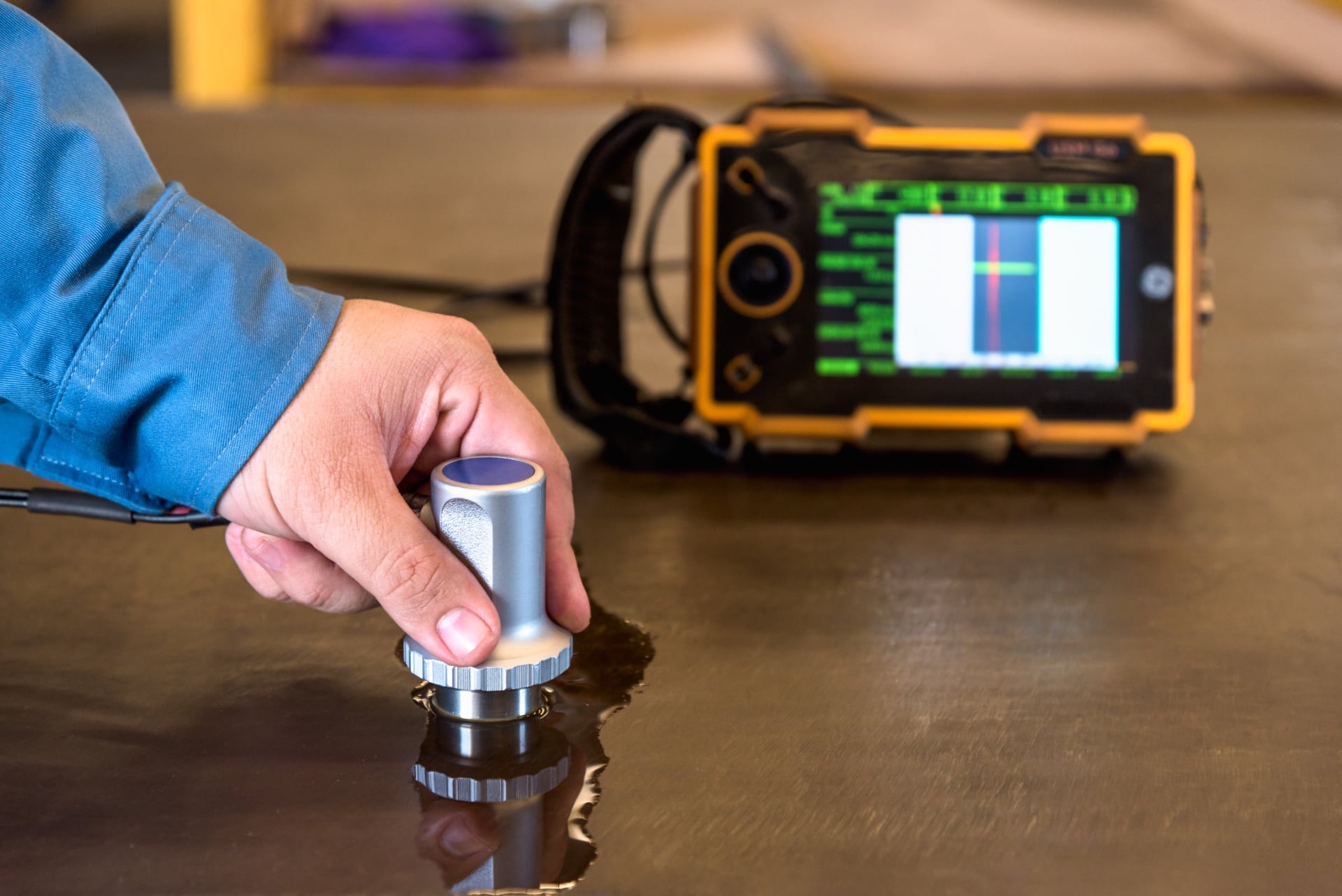
Ultralydtesting (UT) er en av de viktigste NDT-metodene og gjør det mulig å identifisere defekter inne i et materiale. Høyfrekvente lydbølger sendes gjennom materialet. Bølgene reflekteres fra grenseflater, for eksempel sprekker eller andre uregelmessigheter, og de reflekterte signalene registreres av en mottaker. Denne metoden er spesielt effektiv for tykkveggede materialer og brukes ofte til å inspisere sveisesømmer, rør og trykkbeholdere.
Søknad:
Ultralydtesting brukes i en rekke ulike bransjer. I luftfartsindustrien brukes det for eksempel til å identifisere sprekker i flyvinger eller flyskrog forårsaket av Materialtretthet kan oppstå. I olje- og gassindustrien brukes UT til å oppdage korrosjon i rørledninger eller defekter i sveisesømmer.
Teknologi:
UT bruker en sonde som genererer og mottar lydbølger. Denne sonden brukes ofte i direkte kontakt med materialet, og et koblingsmiddel (vanligvis en gel) påføres for å optimalisere overføringen av lydbølgene. Det finnes også mer avanserte varianter av UT, for eksempel PAUT (phased array ultrasonic testing), som gir mulighet for mer detaljert og nøyaktig visualisering av defekter.
Fordeler:
- Høy presisjon og dybdeoppløsning
- Kan brukes i tykke materialer
- Ideell for deteksjon av dyptliggende defekter
- Kan automatiseres for inspeksjoner av store volumer
Restriksjoner:
- Krever spesialutstyr og godt utdannede inspektører
- Ikke egnet for materialer med mye granulat, for eksempel støpejern
- Komplekse forberedelser og kalibrering kreves
3. røntgen- og gammastrålingstesting (RT)
Radiografisk testing (RT) benytter elektromagnetisk stråling (røntgen- eller gammastråler) for å se gjennom de indre strukturene i et materiale. På samme måte som ved medisinsk røntgen sendes strålingen gjennom materialet, og det dannes et bilde eller en "skygge" på en detektor. Dette gjør det mulig å visualisere indre defekter som porer, inneslutninger eller sprekker som ikke kan ses fra utsiden.
Søknad:
RT brukes ofte til å inspisere sveisesømmer i kritiske bruksområder som trykkbeholdere og rørledninger. I luftfartsindustrien brukes denne metoden til å kontrollere integriteten til metallkomponenter, mens man i bilindustrien inspiserer støpte komponenter for å finne indre defekter.
Teknologi:
Komponentene som skal inspiseres, plasseres mellom en strålekilde og en detektor. Røntgenstrålene trenger gjennom materialet og skaper et bilde av den indre strukturen. Defekter som hulrom eller sprekker vises på bildet som mørkere eller lysere områder, ettersom de absorberer strålingen ulikt.
Fordeler:
- Muliggjør en detaljert undersøkelse av den indre strukturen
- Egnet for store og tykke komponenter
- Kan gjenkjenne overflate- og volumdefekter
Restriksjoner:
- Krever strenge sikkerhetstiltak på grunn av strålingseksponering
- Relativt dyrt og tidkrevende å implementere
- Vanskelig håndtering av komplekse eller tette materialer
4. virvelstrømtesting (ET)
Virvelstrømtesting (ET) er en elektromagnetisk metode som brukes til å oppdage defekter på overflaten og nær overflaten i elektrisk ledende materialer. Et skiftende magnetfelt genereres i komponenten, noe som induserer virvelstrømmer. Defekter som forstyrrer strømmen av disse strømmene, blir oppdaget.
Søknad:
Virvelstrømtesting er spesielt godt egnet for inspeksjon av ikke-ferritiske metaller som aluminium eller kobber, som er mye brukt i luftfartsindustrien. Typiske bruksområder omfatter inspeksjon av flyskrog, sveisesømmer og motorer.
Teknologi:
En spole føres over komponenten for å generere et magnetfelt. De induserte virvelstrømmene strømmer gjennom materialet, og eventuelle defekter fører til endringer i magnetfeltet, som detekteres av testspolen. Denne metoden er kontaktløs og kan utføres svært raskt.
Fordeler:
- Rask og berøringsfri inspeksjon
- Ideell for ledende materialer
- Kan gjenkjenne defekter på overflaten og nær overflaten
Restriksjoner:
- Begrenset inntrengningsdybde, kun for defekter på overflaten og nær overflaten
- Ikke egnet for ikke-ledende materialer
- Krever spesiell kalibrering og svært følsomt utstyr
5. Magnetisk partikkeltesting (MT)
Magnetisk partikkeltesting (MT) brukes til å oppdage defekter på og under overflaten i ferromagnetiske materialer. Metoden er basert på induksjon av et magnetfelt inn i materialet. Defekter forstyrrer magnetfeltets strømning, og jernpartikler som påføres overflaten, akkumuleres ved defektene og gjør dem synlige.
Søknad:
Magnetisk partikkelinspeksjon brukes ofte i bilindustrien for å inspisere støpte deler og i tungindustrien for å kontrollere sveisesømmer. Metoden er også mye brukt ved inspeksjon av trykkbeholdere og rørledninger.
Teknologi:
Materialet magnetiseres, og deretter spres jernpartikler eller et magnetisk pulver på overflaten. Partiklene samler seg på defekter, for eksempel sprekker eller snitt, og gjør dem synlige for inspektøren.
Fordeler:
- Rask og enkel implementering
- Kostnadseffektivt
- Høy følsomhet for overflatedefekter
Restriksjoner:
- Kun egnet for ferromagnetiske materialer
- Begrenset inntrengningsdybde
- Visuell inspeksjon er nødvendig for å oppdage defekter
6. Gjennomtrengingstesting (PT)
Penetranttesting (PT) er en metode som brukes til å oppdage overflatedefekter. En penetrantvæske påføres materialet og trenger inn i sprekker eller porer. Etter en rengjøringsfase påføres en fremkallingsvæske som trekker penetranten ut av defektene og gjør dem synlige.
Søknad:
PT brukes ofte til å inspisere ikke-porøse materialer som metaller, glass og keramikk. Typiske bruksområder er inspeksjon av sveisesømmer, støpte deler og keramikk i luftfarts-, bil- og byggebransjen.
Teknologi:
Først rengjøres komponenten grundig for å fjerne all overflateforurensning. Deretter påføres penetrant for å penetrere overflatedefekter. Når overflødig penetrant er fjernet, påføres en fremkaller for å visualisere defekten.
Fordeler:
- Kostnadseffektiv og enkel å bruke
- Høy følsomhet for små overflatedefekter
- Bredt spekter av bruksområder for ulike materialer
Restriksjoner:
- Kun egnet for åpne overflatedefekter
- Ikke for porøse materialer
- Omfattende rengjøring kreves
7. Akustisk emisjonstest (AE)
Akustisk emisjonstesting bruker akustiske signaler forårsaket av spenninger eller materialtretthet inne i en komponent for å oppdage defekter. Når en defekt vokser eller et materiale svikter, genereres det akustiske emisjoner som registreres av spesielle sensorer.
Søknad:
Denne metoden brukes ofte til å overvåke store konstruksjoner, for eksempel broer, Trykkbeholder og høyhus for å oppdage spenningssprekker eller tegn på utmatting på et tidlig stadium.
Teknologi:
Sensorer festes på overflaten av komponenten for å registrere lydbølgene som genereres av spenninger eller defekter. Styrken, frekvensen og posisjonen til lydbølgene gir informasjon om materialets tilstand.
Fordeler:
- Kan overvåke defekter i store strukturer
- Mulighet for overvåking i sanntid
- Gjenkjenner dynamiske endringer i materialet
Restriksjoner:
- Krever spesielle sensorer og utstyr
- Kun egnet for aktive defekter (der det forekommer materialendringer)
- Lav romlig oppløsning
8. Termografi (TT)
Termografi er en metode som bruker infrarøde stråler til å måle temperaturforskjeller på overflaten av et materiale. Disse temperaturforskjellene kan skyldes defekter som sprekker eller delaminering, noe som påvirker varmestrømmen i materialet.
Søknad:
Termografering brukes ofte ved inspeksjoner av bygninger for å avdekke lekkasjer, hulrom eller mangelfull isolasjon. I industrien brukes det til å inspisere koblingsutstyr, motorer og rørledninger for å oppdage overoppheting og defekter på et tidlig stadium.
Teknologi:
Et infrarødt kamera brukes til å registrere materialets varmestråling. Områder med unormale temperaturer analyseres for å finne ut om det foreligger en defekt.
Fordeler:
- Kontaktløs og rask
- Ideell for inspeksjoner i stor skala
- Oppdager termiske avvik som indikerer defekter
Restriksjoner:
- Kun egnet for overflatedefekter
- Følsom for omgivelsesforholdene
- Begrenset inntrengningsdybde
Konklusjon
Ikke-destruktiv testing (NDT) er et uunnværlig verktøy for moderne industri for å sikre integriteten og sikkerheten til materialer og komponenter uten å skade dem. Ved hjelp av ulike metoder som visuell inspeksjon, ultralyd- eller termografisk testing kan defekter oppdages på et tidlig stadium, og forebyggende vedlikeholdstiltak kan iverksettes for å unngå alvorlige feil.
Det er særlig bruken av moderne droneteknologi som har revolusjonert NDT. Droner som f.eks. Flyability Elios 3 er ideelle for visuell inspeksjon av vanskelig tilgjengelige og farlige områder. På grunn av deres evne til å trange rom Elios 3 muliggjør en presis visuell inspeksjon. Den er også utstyrt med et termografikamera, slik at den kan brukes til termografiske inspeksjoner i trange områder. Ved hjelp av LiDAR-modellen kan deformasjoner og strukturelle endringer også gjenkjennes i sanntid, noe som øker effektiviteten og nøyaktigheten i inspeksjonen ytterligere.
Selv droner som vår DJI M30T gir betydelige fordeler for NDT-applikasjoner. Takket være det kraftige zoomkameraet er den ideell for visuell inspeksjon av betong- og stålkonstruksjoner, der selv de minste sprekker eller deformasjoner kan visualiseres. Det integrerte radiometriske infrarøde kameraet gjør også M30T til et utmerket verktøy for termografiske inspeksjoner, ettersom det gjenkjenner temperaturforskjeller på overflater og fremhever potensielle defekter eller isolasjonsproblemer.
Med disse avanserte teknologiene kan inspeksjoner utføres raskere, sikrere og mer kostnadseffektivt, noe som gjør bruken av droner innen NDT stadig mer uunnværlig.
Drohneninspektion anfragen
- Vi ser frem til å motta din henvendelse og vil svare deg så snart som mulig!