The 8 methods of non-destructive testing: a comprehensive overview
NDT: An indispensable component of modern safety and quality inspections
Non-destructive testing (NDT) covers a wide range of testing methods that make it possible to analyse the condition of materials and components for defects and weak points without impairing their structure or functionality. These test methods are of central importance as they allow safety-relevant information to be collected without destroying or altering the object to be tested. Particularly in safety-critical industries such as aerospace, construction, oil and gas and power generation, NDT is essential to ensure the integrity and longevity of components and systems.
In a world that relies on safety, efficiency and cost savings, NDT offers an excellent opportunity to regularly monitor components throughout their life cycle. The early detection of Material fatiguecracks or Corrosion enables companies to carry out preventive maintenance work and thus avoid serious breakdowns or accidents. NDT also reduces downtimes and saves costs by minimising expensive spare parts and time-consuming repairs.
NDT methods range from simple visual inspections to advanced techniques such as ultrasonic and radiographic testing, which can detect deeper defects. The eight most important NDT methods are presented in detail below, including their specific advantages and areas of application in modern industry.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. visual inspection (VT)
Visual testing (VT) is the most basic and most frequently used method of NDT. It makes it possible to recognise visible defects on the surface of a component simply by looking at it or using optical aids. This includes cracks, deformations, corrosion or other surface anomalies. Visual inspection can be carried out either directly by eye or indirectly using mirrors, endoscopes or video equipment.
Application:
Visual inspection is often carried out as the first step in inspections and complements other inspection methods that focus on deeper defects. In practice, visual inspection can be used in numerous areas: from the inspection of weld seams, concrete and steel structures to pipelines and pressure vessels. It is also frequently used in aviation to inspect critical components such as wings and aircraft fuselages for visible defects.
Use of technology:
Mit der Weiterentwicklung von Drohnen- und Robotertechnologien hat sich die visuelle Prüfung stark gewandelt. Ein herausragendes Beispiel hierfür ist die Flyability Elios 3 Drohne, die es ermöglicht, visuelle Inspektionen in gefährlichen oder schwer zugänglichen Bereichen durchzuführen. Diese Drohne kann in beengte Räume wie Tanks or pipes and collect precise visual data without inspectors having to enter these dangerous places. This significantly increases safety and efficiency.
Advantages:
- Fast, simple and cost-effective
- No special equipment required
- Immediate results
- Can be combined with advanced technologies such as drones
Restrictions:
- Only suitable for visible defects
- Depending on the lighting conditions and the experience of the inspector
- No detection of internal or deep-seated defects possible
2. ultrasonic testing (UT)
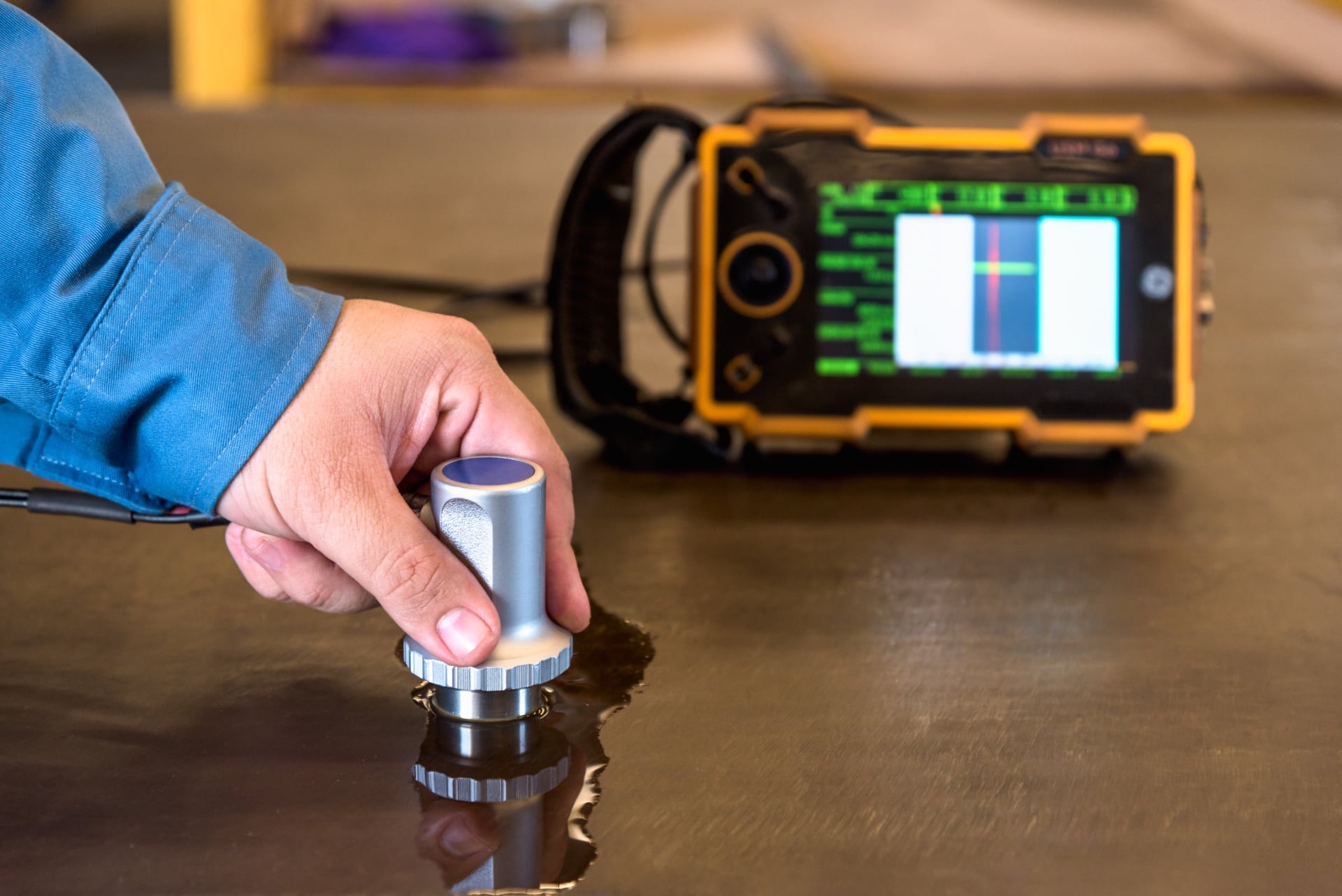
Ultrasonic testing (UT) is one of the most important NDT methods and makes it possible to identify defects inside a material. High-frequency sound waves are sent through the material. The waves reflect off interfaces, such as cracks or other irregularities, and the reflected signals are detected by a receiver. This method is particularly effective for thick-walled materials and is often used to inspect weld seams, pipes and pressurised containers.
Application:
Ultrasonic testing is used in a variety of industries. In the aviation industry, for example, it is used to identify cracks in aircraft wings or fuselages caused by Material fatigue can occur. In the oil and gas industry, UT is used to detect corrosion in pipelines or defects in weld seams.
Technology:
UT uses a probe that generates and receives sound waves. This probe is often used in direct contact with the material, with a coupling agent (usually a gel) applied to optimise the transmission of the sound waves. There are also more advanced variants of UT, such as phased array ultrasonic testing (PAUT), which allows for more detailed and accurate visualisation of defects.
Advantages:
- High precision and depth resolution
- Can be used in thick materials
- Ideal for the detection of deep-seated defects
- Can be automated for high-volume inspections
Restrictions:
- Requires specialised equipment and well-trained inspectors
- Not suitable for highly granular materials such as cast iron
- Complex preparation and calibration required
3. x-ray and gamma ray testing (RT)
Radiographic testing (RT) utilises electromagnetic radiation (X-rays or gamma rays) to look through the internal structures of a material. As with medical X-rays, the radiation is sent through the material and an image or "shadow" is created on a detector. This makes it possible to visualise internal defects such as pores, inclusions or cracks that cannot be seen from the outside.
Application:
RT is often used to inspect weld seams in critical applications such as pressure vessels and pipework. In the aerospace industry, this method is used to check the integrity of metal components, while in the automotive industry, cast components are inspected for internal defects.
Technology:
The components to be inspected are placed between a radiation source and a detector. X-rays penetrate the material and create an image of the internal structure. Defects such as cavities or cracks appear on the image as darker or lighter areas, as they absorb the radiation differently.
Advantages:
- Allows a detailed examination of the internal structure
- Suitable for large and thick components
- Can recognise surface and volume defects
Restrictions:
- Requires strict safety precautions due to radiation exposure
- Relatively expensive and time-consuming to implement
- Difficult handling of complex or dense materials
4. eddy current testing (ET)
Eddy current testing (ET) is an electromagnetic method used to detect surface and near-surface defects in electrically conductive materials. A changing magnetic field is generated in the component, which induces eddy currents. Defects that disrupt the flow of these currents are detected.
Application:
Eddy current testing is particularly well suited for the inspection of non-ferritic metals such as aluminium or copper, which are widely used in the aerospace industry. Typical applications include the inspection of aircraft fuselages, weld seams and engines.
Technology:
A coil is passed over the component to generate a magnetic field. The induced eddy currents flow through the material and any defects lead to changes in the magnetic field, which are detected by the test coil. This method is contactless and can be carried out very quickly.
Advantages:
- Fast and non-contact inspection
- Ideal for conductive materials
- Can recognise surface and near-surface defects
Restrictions:
- Limited penetration depth, only for surface and near-surface defects
- Not suitable for non-conductive materials
- Requires special calibration and highly sensitive equipment
5. magnetic particle testing (MT)
Magnetic particle testing (MT) is used to detect surface and subsurface defects in ferromagnetic materials. This method is based on the induction of a magnetic field into the material. Defects disturb the flow of the magnetic field, and iron particles applied to the surface accumulate at the defects and make them visible.
Application:
Magnetic particle inspection is frequently used in the automotive industry to inspect cast parts and in heavy industry to check weld seams. This method is also widely used in the inspection of pressure vessels and pipelines.
Technology:
The material is magnetised and then iron particles or a magnetic powder are scattered onto the surface. The particles collect on defects, such as cracks or incisions, and make them visible to the inspector.
Advantages:
- Quick and easy implementation
- Cost-effective
- High sensitivity to surface defects
Restrictions:
- Only suitable for ferromagnetic materials
- Limited penetration depth
- Visual inspection required to detect defects
6. penetrant testing (PT)
Penetrant testing (PT) is a method used to detect surface defects. A liquid penetrant is applied to the material, which penetrates cracks or pores. After a cleaning phase, a developer is applied, which draws the penetrant out of the defects and makes them visible.
Application:
PT is often used to inspect non-porous materials such as metals, glass and ceramics. Typical applications include the inspection of weld seams, cast parts and ceramics in the aerospace, automotive and construction industries.
Technology:
First, the component is thoroughly cleaned to remove all surface contaminants. The penetrant is then applied to penetrate surface defects. Once the excess penetrant has been removed, a developer is applied to visualise the defect.
Advantages:
- Cost-effective and easy to use
- High sensitivity for small surface defects
- Wide range of applications for various materials
Restrictions:
- Only suitable for open surface defects
- Not for porous materials
- Extensive cleaning required
7. acoustic emission test (AE)
Acoustic emission testing uses acoustic signals caused by stresses or material fatigue inside a component to detect defects. When a defect grows or a material fails, acoustic emissions are generated that are detected by special sensors.
Application:
This method is often used to monitor large structures such as bridges, Pressure vessel and high-rise buildings to detect stress cracks or signs of fatigue at an early stage.
Technology:
Sensors are attached to the surface of the component to detect the sound waves generated by stresses or defects. The strength, frequency and position of the emissions provide information about the condition of the material.
Advantages:
- Can monitor defects in large structures
- Real-time monitoring possible
- Recognises dynamic changes in the material
Restrictions:
- Requires special sensors and equipment
- Only suitable for active defects (where material changes occur)
- Low spatial resolution
8. thermography (TT)
Thermography is a method that uses infrared rays to measure temperature differences on the surface of a material. These temperature differences can be caused by defects such as cracks or delamination, which influence the heat flow in the material.
Application:
Thermography is often used in building inspections to identify leaks, cavities or faulty insulation. In industry, it is used to inspect switchgear, motors and pipework in order to detect overheating and defects at an early stage.
Technology:
An infrared camera is used to record the thermal radiation of the material. Areas with abnormal temperatures are analysed to determine whether there is a defect.
Advantages:
- Contactless and fast
- Ideal for large-scale inspections
- Detects thermal anomalies that indicate defects
Restrictions:
- Only suitable for surface defects
- Sensitive to ambient conditions
- Limited penetration depth
Conclusion
Non-destructive testing (NDT) is an indispensable tool for modern industry to ensure the integrity and safety of materials and components without damaging them. By using various methods such as visual inspection, ultrasonic or thermographic testing, defects can be detected at an early stage and preventive maintenance measures can be taken to avoid serious failures.
The use of modern drone technology in particular has revolutionised NDT. Drones such as the Flyability Elios 3 are ideal for the visual inspection of hard-to-reach and hazardous areas. Due to their ability to confined spaces the Elios 3 enables a precise visual inspection. It is also equipped with a thermographic camera, allowing it to be used for thermographic inspections in confined areas. Using the LiDAR model, deformations and structural changes can also be recognised in real time, which further increases the efficiency and accuracy of the inspection.
Even drones like our DJI M30T offer considerable advantages for NDT applications. Thanks to the powerful zoom camera, it is ideal for visual inspection of concrete and steel structures, where the smallest cracks or deformations can be visualised. The integrated radiometric infrared camera also makes the M30T an excellent tool for thermographic inspections, as it recognises temperature differences on surfaces and highlights potential defects or insulation problems.
With these advanced technologies, inspections can be carried out faster, safer and more cost-effectively, making the use of drones in NDT increasingly indispensable.
Drohneninspektion anfragen
- We look forward to your enquiry and will respond promptly!